加入收藏
加入收藏 首頁
首頁
深沖壓用冷軋薄鋼板及鋼帶
瀏覽:次|評論:0條 [收藏] [評論]
前言
本標準非等效采用DIN ENl0130—1991《冷成型用低碳鋼冷軋鋼板》.并結合我國的具體情況對GB/T 5213 1 985《深沖壓用冷軋薄鋼板和鋼帶》進行了修訂。
本標準此次修訂對下列條文進行了修改:
——原牌號08Al改為SCl,并增加了兩個超深沖鋼牌號SC2、SC3。
——產品厚度范圍由0.5 nlm~3.0 mm擴大為0.3mm~3mm。
——納入分類和代號,增加按表面結構、尺寸精度、不平度等分類。
一—調整化學成分硅、硫含量。
——力學性能和工藝性能、使用定標距試樣,規(guī)定n.r值可以選擇用n.r值取代杯突值
——對產品的防銹、涂油進行了較具體規(guī)定。
本標準自實施之日起,代替GB/T 5213—1 985《深沖雎用冷軋薄鋼板和鑰帶》。
本標準的附錄A是標準的附錄。
本標準由國家冶金工業(yè)局提出。
本標準山全圍鋼標準化技術委員會歸口。
本標準起草單位:寶山鋼鐵股份有限公司、鞍山鋼鐵集團公司、冶金工業(yè)信息標準研究院。
本標準起草人:李玉光、劉LLj、黃穎、范志風。
本標準于1985年7月首次發(fā)布。
中華人民共和國國家標準
深沖壓用冷軋薄鋼板及鋼帶
GB/T 521 3—2001
1 范圍
本標準規(guī)定r深沖壓用冷軋低碳薄鋼板及鋼帶(以下簡稱為鋼板及鋼帶)的尺寸、外形、重量、技術求、試驗方法、檢驗規(guī)則、包裝、標志和質量證明書等。
本標準適用于汽車工業(yè)等深沖壓變形復雜零件用的優(yōu)質冷軋低碳和無間隙原子鋼板及鋼帶。
2 引用標準
下列標準所包含的條文,通過在本標準中引用而構成為本標準的條文。本標準出版時,所示版本均有效。所有標準都會被修訂,使用本標準的各方應探討使用下列標準最新版本的可能性。
GB/T 222—1984 鋼的化學分析用試樣取樣法及成品化學成分允許偏差.
GB/T 223.3—1 988 鋼鐵及合金化學分析方法 二安替比林甲烷磷鉬酸蠹塒法測定磷量
GB/T 223.5 — 1 997 鋼鐵及合金化學分析方法 還原型硅鉬酸鹽光度法測定酸溶硅含量
GB/T 223.1—2000 鋼鐵及合金化學分析方法 銅鐵試劑分離一鉻天青S光度法測定鋁含量
GB/T 223.1 2—1991 鋼鐵及合金化學分析方法 碳酸鈉分離一二苯碳酰二肼光度法測定鉻量
GB/T 223.53 — 1987 鋼鐵及合金化學分析方法 火焰原子吸收分光光度法測量銅量
GB/T 223.54一1987 鋼鐵及合金化學分析方法 火焰原子吸收分光光度法測定鎳量
GB/T 223.62 1 988 鋼鐵及合金化學分析方法 乙酸丁酯萃取光度法測定磷量
GB/T 223.6—1988 鋼鐵及合金化學分析方法 高碘酸鈉(鉀)光度法測定錳量
GB/T 223.67 —1 989 鋼鐵及合金化學分析方法 還原蒸餾一次甲基藍光度法測定硫量
GB/T 223.72—1991 鋼鐵及合金化學分析方法 氧化鋁色層分離一硫酸鋇重量法測定硫量
GB/T 223.74—1997 鋼鐵及合金化學分析方法 非化合碳含量的測定
GB/T 228—1987 金屬拉伸試驗方法
GB/T 232—1 999 金屬材料 彎曲試驗方法
GB/T 247—1 997 鋼板和鋼帶檢驗、包裝、標志及質量證明書的一般規(guī)定
GB/T 708—1988 冷軋鋼板和鋼帶的尺寸、外形、重量及允許偏差
GB/T 2975 —1 998鋼及鋼產品 力學性能試驗取樣位置及試樣制備
GB/T 4156 —l 984 金屬杯突試驗方法(厚度0.2~2 mm)
GB/T 4335—1984 低碳鋼冷軋薄板鐵素體品粒度測定法
GB/T 4336—1 984 碳素鋼和中低合金鋼的光電發(fā)射光譜分析方法
GB/T 5027一1999 金屬薄板和薄帶翅性應變比(r值)試驗方法
GB/T 5028—1999 金屬薄板和薄帶托伸應變硬化指數(shù)(r值)試驗方法
GB/T 6397—1999 金屬拉仲試驗試樣
GB/T 8170—1987 數(shù)值修約規(guī)則
GB/T 8705.1—1988 磷鐵化學分析方法 紅外線吸收法測定碳量
GB/T 13298 1991 金屬顯微組織檢驗方法
GB/T 13299—1991 鋼的顯微組織評定法
GB/T 1 7505—1998 鋼及鋼產品交貨一般技術要求
3牌號表示方法、分類及代號
3.1 牌號
3.1.1 鋼板和鋼帶的牌號由代表“深沖”的漢語拼音字母“SC”和代表“沖壓級別順序號”的“1、2、3.表示。牌號為SCl、SC2、SC3。
3.1.2 SCl為深沖壓用鋼板及鈉帶的牌號.SC2、SC3為超深沖用鋼板及鋼帶的牌號。
3.2分類及代號
3.2.1 對牌號SCl。按用途將拉延級別分類.如表1所示:

3.2.2按邊緣狀態(tài)分為二種:
切邊 EC
不切邊 EM
3.2.3按尺寸精度分為二:級:
普通厚度精度 PT.A
高級厚度精度 PT.C
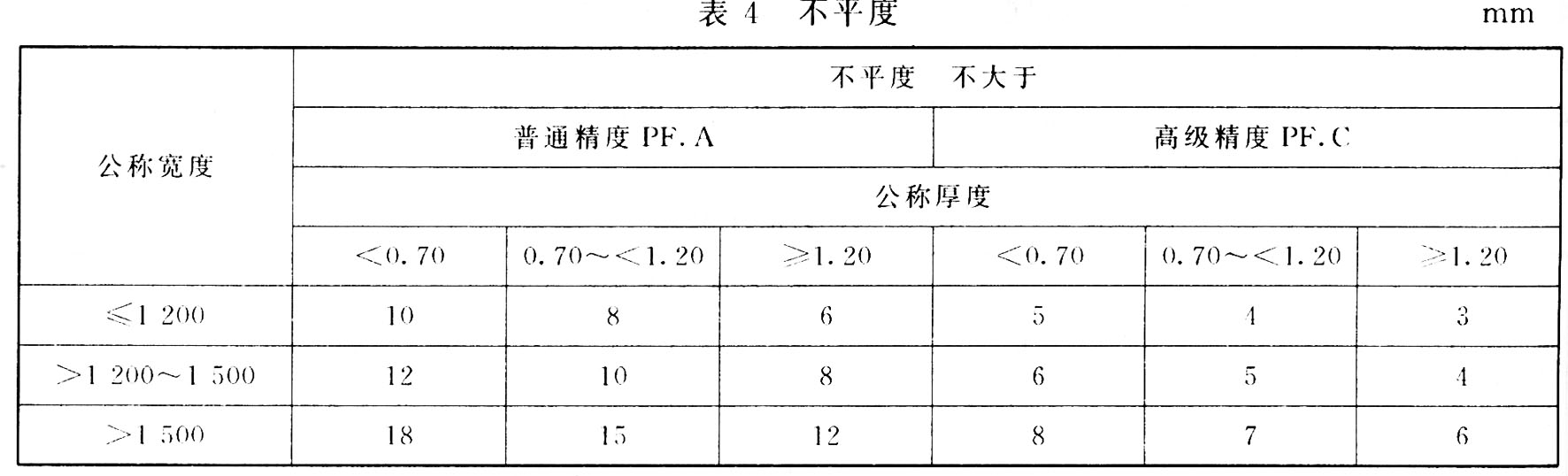
3.2.4 按不平度分為二級
普通精度 PF.A
高級精度 PF.C
3.2.5 按表面結構分為二種:
麻面 D:其特征為軋輥磨床加工后噴丸等處理。
光亮表面 B:其特征為軋輥經(jīng)磨床精加工處理。
3.2.6 按表面質量分為二級:
較高級的精摯表面 FB
高級的精擎表面 FC
4尺寸、外形、重量及允許偏差
4.1 尺寸及允許偏差
4.1.1 鋼板及鋼帶的尺寸范圍應符合表2和GB/T 708的規(guī)定。經(jīng)供需雙方協(xié)商,可供應其他鋼板或鋼帶。

4.1.2成卷供貨的鋼帶內徑應在合同中注明。
4.1.3鋼板及鋼帶的厚度允許偏差
4.1.3.1 鋼板及鋼帶的厚度允許偏差應符合表3的規(guī)定。厚度測量部位為距邊部不小于25 mm(切邊)和40 mm(不切邊)的任意一點。

4.1.3.2交貨鋼帶頭、尾總長度30 m內的厚度偏差允許比表3規(guī)定值大50%,焊縫區(qū)15 m內的厚度l偏差允許比表3規(guī)定的數(shù)值大60%。
4.1.4 鋼板及鋼帶的寬度允許偏差:
切邊:公稱寬度≤1 200 mm十4mm0
公稱寬度>1 200 mm十5mmO
不切邊: 8mmO
4.1.5鋼板的長度允許偏差:
公稱長度≤2 000 mm 10mmO
公稱長度>2 000 mm 15mmO
4.2外形
4.2.1脫方度
鋼板的脫方度不得超過鋼板實際寬度的1%。脫方度系鋼板的寬邊在軋制方向邊部的垂直投影長藪者測量鋼板對角線之差的一半。
4.2.2鐮刀彎
切邊鋼板及鋼帶的鐮刀彎.任意2 000 mm長度應不大于6 mm;鋼板的長度不大于2 000 mm時。鐮刀彎應不大于鋼板實際長度的O.3%。
4.2.3不平度
錒板每米不平度應符合表4的規(guī)定。鋼板不平度系將鋼板自由地放在平臺上,鋼板下表面和平臺之間最大距離。
4.3重量
鋼板按實際重量或理論重量交貨.理論重量計算方法見附錄A(標準的附錄)。鋼帶按實際重量交貨。
5訂貨內容
5.1 訂貨合同或訂單應包括以下內容:
a)產品名稱(鋼板或鋼帶).
b)本產品標準編號;
C)牌號;
d)重量;
e)邊緣狀態(tài)(EC或EM);
f)表面結構(B或D);
g)表面質量代號(FB或FC);
h)拉延級別(對SCl,為F、HF或ZF);
i)規(guī)格及厚度精度(PT.A或PT.C).
j)包裝要求。
5.2 如汀貨時-未指明尺寸及不平度精度、表面質量代號、拉延級別(僅對SCl)、表面結構種類、邊緣狀態(tài)及包裝信息等,則本標準產晶按照普通尺寸及不平度精度、FB級表面質量、拉延級別(僅對SCl)為F、表面結構為麻麗、不切邊鋼帶及切邊鋼板供貨,并按供方提供的包裝方式包裝。
5.3 標記示例:標準號GB/T 521 3.牌號SCl制成的:尺寸1.00 mm×1 500 mm ×2 000 mm、尺寸精度PT.A級、不平度PF·C級、表面質量FB級的切邊鋼板,拉延級別ZF,標記為:
SC1- 1.0×1 500×2 000一PT·A -PF·C—FB—ZF一GB/T 5213-2001
6技術要求
6.1 化學成分
6.1.1 鋼的化學成分(熔煉分析)應符合表5的規(guī)定。

6.1.2鋼中殘余元素含量:w(Cr)≤0.08%、w(Ni)≤0.10 9,5、w(Cu)≤0.15%。如供方能保證,可不做分析。當鋼中銅的質量分數(shù)大于0.15%時,由供需雙方協(xié)商處理。
6.1.3鋼板及鋼帶的化學成分允許偏差應符合GB/T 222—1984.中表1的規(guī)定。
6.2交貨狀態(tài)
6.2.1鋼板及鋼帶需經(jīng)熱處理(退火)和平整后交貨。
6.2.2鋼板及鋼帶一般應進行涂油,所涂油膜應能用堿性溶液或其他常用的除油液清除。供方應保證對涂油產品自出廠之日起在通常的包裝、運輸、裝卸及貯存條件下6個月不生銹。經(jīng)供需雙方協(xié)議并在合同中注明,也可不涂油供貨。
6.3力學性能
6.3.1 鋼板及鋼帶的屈服點、抗拉強度、斷后伸長率應符合表6的規(guī)定。牌號SC2、SC3的n、r值應符合表6的規(guī)定。經(jīng)供需雙方協(xié)商并在合同中注明,牌號scl也可做n、r值試驗,其數(shù)值可參考表6的規(guī)定。

6.3.2 SCl鋼板及鋼帶。在出廠后6個月內應保證沖壓時不產生滑移線。SC2、SC3為非時效鋼。
6.4牌號SCl的工藝性能
6.4.1彎曲性能
厚度大于2 mm鋼板及鋼帶應在冷狀態(tài)下做180oC彎曲試驗;其彎心直徑d=0,彎曲處不得有裂紋、袋口和分層。
6.4.2杯突試驗
厚度不大于2 mm的SCl鋼板及鋼帶在供貨狀態(tài)下進行杯突試驗,杯突值(沖壓深度)應符合表7的規(guī)定。經(jīng)過協(xié)商并在合同中注明,可用n、r值代替杯突值。


6.5牌號SCl金相組織
6.5.1 晶粒度:鋼板及鋼帶的晶粒度按GB/T 4335進行檢驗,晶粒度級別應不小于6級或以薄餅形晶粒交貨。允許有兩個相鄰級別范圍內的混合晶粒。
6.5.2 游離滲碳體:鋼板及鋼帶的游離滲碳體按GB/T 13299進行檢驗,應不大于2級。
6.5.3 供方應保證晶粒度和游離滲碳體符合上述要求。經(jīng)供需雙方協(xié)議,并在合同中注明,可提供晶粒度和游離滲碳體的檢驗結果。
6.6 表面質量
6.6.1 鋼板及鋼帶表面不得有裂紋、結疤、夾雜等對使用有害的缺陷。鋼板及鋼帶不得有分層。
6.6.2 鋼板及鋼帶的表面質量分為二級,其特征如表8所列。

6.6.3 在鋼帶連續(xù)生產的過程中,局部的表面缺陷不易發(fā)現(xiàn)并去除,因此允許帶缺陷交貨,但有些缺陷部分不得超過每卷鋼帶總長度的8%。
7試驗方法
7.1 鋼板及鋼帶的外觀用目視檢查。
7.2 鋼板及鋼帶的尺寸、外形應用合適的測量量具和工具測量。
7.3每批鋼材的檢驗項目、取樣數(shù)量、取樣方法及試驗方法應符合表9的規(guī)定。

8檢驗規(guī)則
8.1 鋼板及鋼帶應按批驗收,每批應由不大于30 t的同一爐號、同一牌號、同一厚度、同一熱處理制度的鋼板或鋼帶組成。對于卷重大于30 t的鋼帶,以每卷作為一個檢驗批。
8.2 復驗
鋼板及鋼帶的復驗應符合GB/T 247或GB/T 17505的規(guī)定。
9 包裝、標志及質量證明書
9.1 鋼。板及鋼帶的包裝、標志及質量證明書應符合GB/T 247的規(guī)定。
9.2標牌和質量證明書除應填明GB/T 247所規(guī)定的各項規(guī)定外,還應注明:表面組別、拉延級別和鋼板及鋼帶的重量等。

中華人民共和國國家質量監(jiān)督檢驗檢疫總局2001 12—17批準 2002—05 01實施
- 上一篇:壓力容器用鋼板 下一篇:熱鍍鉛錫合金碳素鋼冷軋薄鋼板及鋼帶
- [騰訊]
- 關鍵字:無