�����ղ�
�����ղ� ���(y��)
���(y��)
��������~䓎�
�g�[����|�u(p��ng)Փ��0�l [�ղ�] [�u(p��ng)Փ]
ǰ��
����(bi��o)��(zh��n)���P(gu��n)��~�ӵ�Ҫ���ղ�������(gu��)��(bi��o)��(zh��n)ASTM B 734��2003��������늳��e��~��(bi��o)��(zh��n)Ҏ(gu��)������
����(bi��o)��(zh��n)����YB��T 069��1995����������~䓎�����
����(bi��o)��(zh��n)�˴���ӆ��(du��)ԭYB��T 069һ1995��(bi��o)��(zh��n)�����Зl���M(j��n)�����ģ�
���������˷������m���������p�ӻ�����~�F��䓹��Լ��ΌӺ��ܵ�ʹ���f(shu��)����
�����{(di��o)��������䓎��ijߴ硢���μ����Sƫ�����h���ˎ����(n��i)���⏽��Ҫ����
��������(j��)��;�IJ�ͬ��(du��)䓵Ļ��W(xu��)�ɷ������ĺ��������h����䓵���̖(h��o)��
������(du��)䓎������W(xu��)���ܺͱ���ֲڶȵ�Ҫ�������{(di��o)�����ģ�
����䓎������|(zh��)��Ҫ��ă�(n��i)������������
�����{(di��o)����僌Ӻ�ȵ�Ҫ����
����������僌ӵĽY(ji��)�Ϗ�(qi��ng)�ȵ�ԇ�(y��n)������
����������僌ӿ�϶���������Ժ��坍�ȵ�Ҫ����
����������僌ӱ����|(zh��)��������̎��Ҫ����
���������˴�ŕr(sh��)�g��Ҏ(gu��)����
����(bi��o)��(zh��n)�ĸ��A��Ҏ(gu��)���Ը�������B�����C���Y���Ը����
����(bi��o)��(zh��n)���Ї�(gu��)��F���I(y��)�f(xi��)��(hu��)�����
����(bi��o)��(zh��n)��ȫ��(gu��)䓘�(bi��o)��(zh��n)�����g(sh��)ί�T��(hu��)�w����
����(bi��o)��(zh��n)��݆�λ����������܈�Ƽ��g(sh��)����˾���Ͼ�����Ϸ�C(j��)�����؟(z��)�ι�˾���K���Aʢ�����~䓎�����˾��
����(bi��o)��(zh��n)��Ҫ����ˣ���r(sh��)�����w������ʢС�������e���������A��
����(bi��o)��(zh��n)1995��4��24���״ΰl(f��)����
��������~䓎�
1 ����
����(bi��o)��(zh��n)Ҏ(gu��)���˺�������~䓎��a(ch��n)Ʒ�ķ�����ߴ硢���μ����Sƫ�������g(sh��)Ҫ����ԇ�(y��n)�������z�(y��n)Ҏ(gu��)�t����
����(bi��o)��(zh��n)�m���������p�ӻ�����~�F��䓹��Լ��ΌӺ�������~䓎���Ҳ�m�����������ܺ�һ�㹤������~����~�ľ��ܵ�̼��܈��䓎���
2Ҏ(gu��)���������ļ�
�����ļ��еėl��ͨ�^(gu��)����(bi��o)��(zh��n)�����ö��ɞ鱾��(bi��o)��(zh��n)�ėl��������ע���ڵ������ļ������S�����е��Ć�(���������`�ă�(n��i)��)����ӆ������m���ڱ�������Ȼ�����Ą�(l��)����(j��)����(bi��o)��(zh��n)�_(d��)�Ʌf(xi��)�h�ĸ����о��Ƿ��ʹ���@Щ�ļ������°汾�����Dz�ע���ڵ������ļ��������°汾�m���ڱ���(bi��o)��(zh��n)��
GB��T 222 䓵ij�Ʒ���W(xu��)�ɷ����Sƫ��
GB��T 223 ��F���ϽW(xu��)��������
GB��T 228 ���ٲ��� �Ҝ�����ԇ�(y��n)����(GB��T 228��2002��IS()6892��1998��EQV)
GB��T 247䓰��䓎��(y��n)�������b����(bi��o)־���|(zh��)���C����(sh��)��һ��Ҏ(gu��)��
GB��T 467 ꎘO�~
GB��T 2523 ��܈��䓰�(��)����ֲڶȜy(c��)������
GB��T 2975 䓼�䓮a(ch��n)Ʒ���W(xu��)����ԇ�(y��n)ȡ��λ�ü�ԇ���Ƃ�
GB��T 4956 ���Խ��ٻ��w�ϷǴ��Ը��w�Ӻ�Ȝy(c��)�� ���Է���
GB��T 5270���ٻ��w�ϵĽ��ٸ��w�� 늳��e�ͻ��W(xu��)���e�� ������(qi��ng)��ԇ�(y��n)�����u(p��ng)��
GB��T 20066 䓺��F ���W(xu��)�ɷ֜y(c��)����ԇ�ӵ�ȡ�Ӻ��Ƙӷ���(GB/T 20066һ2006��ISO14284��1996��IDT)
YB��T 4164 �p���~��䓹�
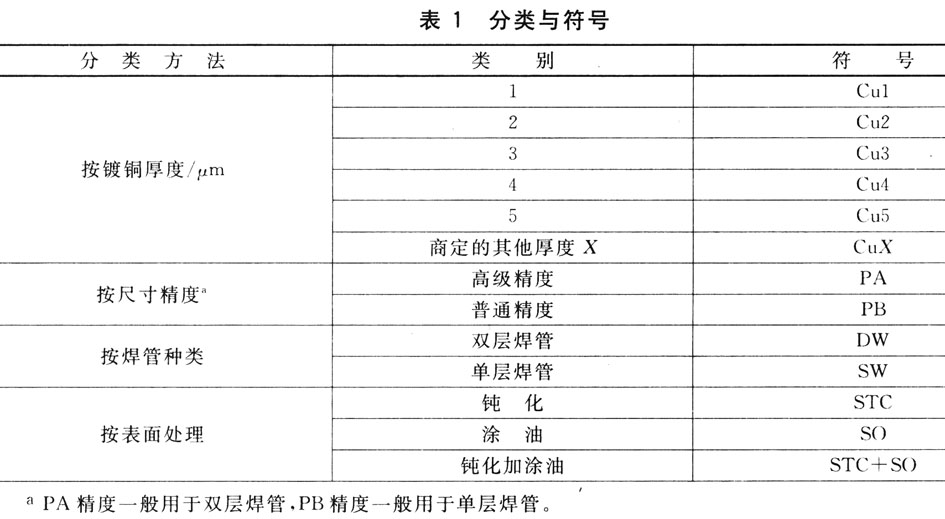
3����c��̖(h��o)
����c��̖(h��o)����1Ҏ(gu��)����
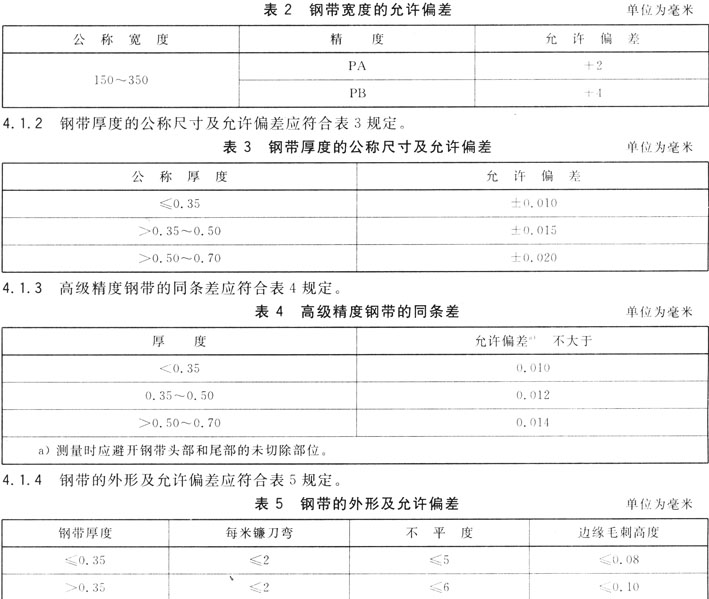
4�ߴ������μ����Sƫ��
4��1 ��܈䓎��ijߴ������μ����Sƫ��
4��1��1 䓎����ȵ����Sƫ�(y��ng)���ϱ�2Ҏ(gu��)����
4��1��5��(j��ng)�p���f(xi��)��Ҳ���x�������ߴ������μ����Sƫ��Ҫ���䓎���
4��2��~䓎��ijߴ������μ����Sƫ��
4��2��1 ��(j��ng)��~�ӹ����䓎��������ӵ���~�Ӻ������ԭ䓎�������ߴ缰���β���(y��ng)��׃��
4��2��2��~䓎��v���֗l��l���Č������Sƫ�(y��ng)���ϱ�6Ҏ(gu��)����

4��2��3��~䓎��v���֗l��l�������μ����Sƫ�(y��ng)���ϱ�7Ҏ(gu��)����

4��3��(bi��o)ӛʾ��
������~�Ӻ��4��m������̎��STC SO���ߴ�0��35 mm��72��0mm���ߴ羫��PA���p���~��������~䓎��Ę�(bi��o)ӛ�飺
DW��Cu4һSTC SO��0��35��72��0��YB��T 069һһ2007
5 ���g(sh��)Ҫ��
5��1 ��܈䓎��ļ��g(sh��)Ҫ��
5��1��1 ���W(xu��)�ɷ�
䓵Ļ��W(xu��)�ɷ�(�۟�����)Ҫ��Ҋ(ji��n)��8��

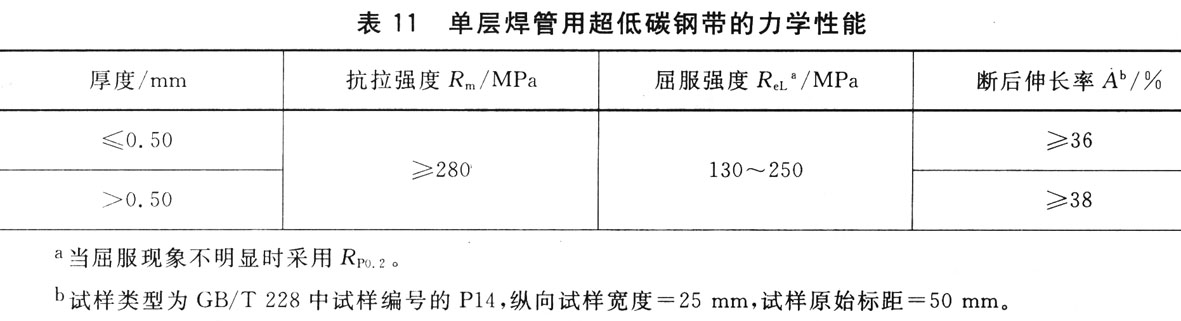
5��1��2��2 ���W(xu��)�ɷֲ��ñ�9��Ҏ(gu��)���r(sh��)���ΌӺ����ó���̼䓎������W(xu��)���ܑ�(y��ng)���ϱ�11��Ҏ(gu��)����
5��1��2��3 䓎��������A�\(y��n)�l���£����S���3��(g��)��(n��i)ʹ�Õr(sh��)�����F(xi��n)�����y(���쑪(y��ng)׃��)��
5��1��3����ֲڶ�
5��1��3��1 �ΌӺ�����䓎��ı���ƽ���ֲڶ�Ra��0��6��m��1��9 ��m��
5��1��3��2 �p���~������䓎��ı���ƽ���ֲڶ�Ra��0��4��m��1��6��m��
5��1��3��3��(j��ng)�p���f(xi��)��Ҳ���x����������ֲڶ�Ҫ���䓎���
5��1��4 �����|(zh��)��
䓎����治���з����Ѽy�����ݡ��Y(ji��)������Ĥ�����y�����ۺ͊A�s�Ȍ�(du��)ʹ���к���ȱ����
5��1��5 ��؛��B(t��i)
��܈䓎���(j��ng)�˻�ƽ���M(j��n)��Ϳ��̎����؛����������(ch��)�\(y��n)��r��3��(g��)�²����P����Ϳ��Ĥ��(y��ng)���ÉA����Һ��������Ӱ���~�ij���Һ������f(xi��)�h����Ҏ(gu��)���ģ�Ҳ�ɲ��M(j��n)��Ϳ��̎����
5��2僌ӵļ��g(sh��)Ҫ��
5��2��1 僌���ꎘO�~
僌���ꎘO�~��(y��ng)����GB��T 467�е�Ҏ(gu��)����
5��2��2 ��~��
䓎��p�����~�Ӻ������Ҿ�������(du��)�ڹ��Q���ȃ�(n��i)����~䓎�����~�Ӻ�ȵ�ͬ�l����̶ȿv��С��90�����M��С��85����������~����(y��ng)������ʽ��Ҏ(gu��)����
M=xd
ʽ�У�
M ���� ������~��,��λ���ÿƽ����(g��m2)��
X �D�D��~�Ӻ�ȣ���λ����(��m)��
d �D�D ��~�ӵ��ܶ���8��9 g��cm3����λ���ÿ����������
5��2��3僌ӵĽY(ji��)�Ϗ�(qi��ng)��
��~���c䓎��Y(ji��)���������Y(ji��)�Ϗ�(qi��ng)�ȵ�ԇ�(y��n)�����AҎ(gu��)���ķ����M(j��n)������(j��ng)�p���f(xi��)��Ҳ����GB��T 5270���xȡ����������ԇ�(y��n)�Y(ji��)����(y��ng)�_(d��)���p���̶���Ҫ����
5��2��4僌ӿ�϶��
��(d��ng)�跽Ҏ(gu��)����~���п�϶��Ҫ��r(sh��)����Ҋ(ji��n)���BҎ(gu��)���ķ����M(j��n)��僌ӿ�϶�ʵ�ԇ�(y��n)��ԇ�(y��n)�Y(ji��)����(y��ng)�_(d��)���p���̶���Ҫ����
5��2��5僌ӵĺ�����
�p�ӻ�����~���������~���F�����ϵĺ��ܣ���~䓎����ƹ��F���r(sh��)䓎�����~�ӑ�(y��ng)�������õĝ�(r��n)���ԣ���~��֮�g��(y��ng)��ȫ�������跽��(du��)��~���к�����Ҫ��r(sh��)���������p���̶��ķ����M(j��n)�к�����ԇ�(y��n)��ԇ�(y��n)�Y(ji��)����(y��ng)����Ҫ����
5��2��6僌ӱ����|(zh��)��
䓎�僌ӱ��摪(y��ng)�Y(ji��)����(x��)�ܡ��ɫ�������⻬�������o(w��)���@�����L�����������c(di��n)���������ֲ�����������Ƥ���Y(ji��)�����Ѽy�����Ƽ������e�s�|(zh��)�ͱ�����Ⱦ����������©僡����~���ڰ���
5��2��7僌ӱ���̎��
䓎�僌ӱ���̎����g����Ϳ�ͺ��g����Ϳ�����跽�����xһ�N����o(w��)Ҫ��r(sh��)�����g����ʽ��؛��
�o(w��)Փ��(du��)��~䓎���ȡ�ηN����̎�������������r��3��(g��)�²����F(xi��n)���������Ȍ�(du��)ʹ���к���ȱ�ݡ�
�o(w��)Փ��(du��)��~䓎���ȡ�ηN����̎�������ƹ��^(gu��)���о�����(y��ng)Ӱ푺��ܵă�(n��i)�����坍�Ⱥͺ���������
6ԇ�(y��n)����
6��1 䓎��ĺ�Ⱥ������ߴ缰�Π��÷��Ͼ��ȵĜy(c��)�����ߜy(c��)����
6��2䓎��ĺ�Ȝy(c��)����λ��(y��ng)��߅������5 mm��
6��3�y(c��)��砵����r(sh��)����䓎��ܙz���ַ���ƽ��������1 m�L(zh��ng)ֱ�߿��N䓎��İ�߅���y(c��)��䓎��cֱ��֮�g�������x���y(c��)����ƽ�ȕr(sh��)����ƽ������y(c��)��䓎��±�������߶ȡ�
6��4䓎��ı����|(zh��)���������^������4��8���ķŴ��R��(l��i)�z����
6��5��~�Ӻ�ȵĜy(c��)����Ҋ(ji��n)���CҎ(gu��)���Ĝy(c��)�ط�Ҳ�ɰ�GB��T 4956Ҏ(gu��)���Ĵ��Է������p���f(xi��)�̵������������o(w��)Փ��ȡ�ηN�y(c��)����(y��ng)��(j��ng)�p���J(r��n)�ɣ��ٲÕr(sh��)�Ԝy(c��)�ط����(zh��n)��
6��6��܈䓎��ı����|(zh��)�������ѽ�(j��ng)��~�����ò�����䓎��ĸ��C����Һ����~��ȥ�����������^������4��8���ķŴ��R��(l��i)�z����
6��7䓎��������z�(y��n)�(xi��ng)Ŀ��ȡ�ӷ�����ԇ�(y��n)������(y��ng)���ϱ�12Ҏ(gu��)������܈䓎����ֵęz�(y��n)�����ѽ�(j��ng)��~�����ò�����䓎��ĸ��C����Һ����~��ȥ�����M(j��n)�С�
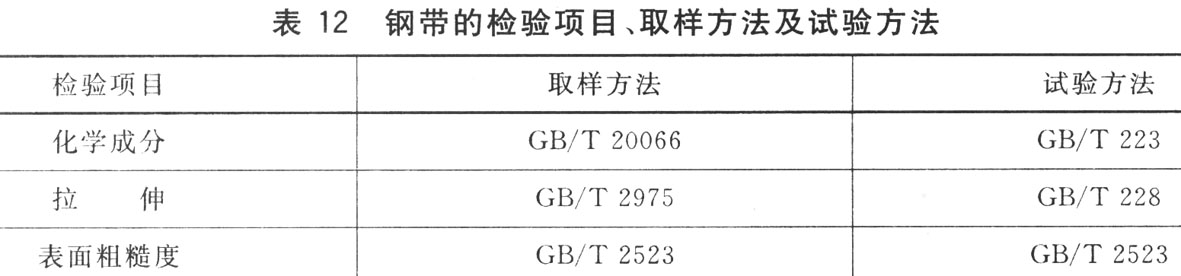
7 �z�(y��n)Ҏ(gu��)�t
7��1 䓎���(y��ng)�����(y��n)����ÿ����ͬһ�t̖(h��o)��ͬһ��̖(h��o)��ͬһ僌Ӻ�ȡ�ͬһҎ(gu��)����ͬһ�ӹ�������ͬһ������ͬһ�����|(zh��)������~䓎��M�ɡ�
7��2�M(j��n)��ÿ�(xi��ng)�z�(y��n)�r(sh��)������ȡһ��䓎��ă�(n��i)�˺���˸�ȡһ��(g��)ԇ�������ߏ��xȡ��һ��(g��)���b�г�ȡ�ɾ�䓎�����һ���(n��i)�˺���һ����˸�ȡһ��(g��)ԇ����
7��3䓎��ď�(f��)�(y��n)��GB��T 247��Ҏ(gu��)����(zh��)����
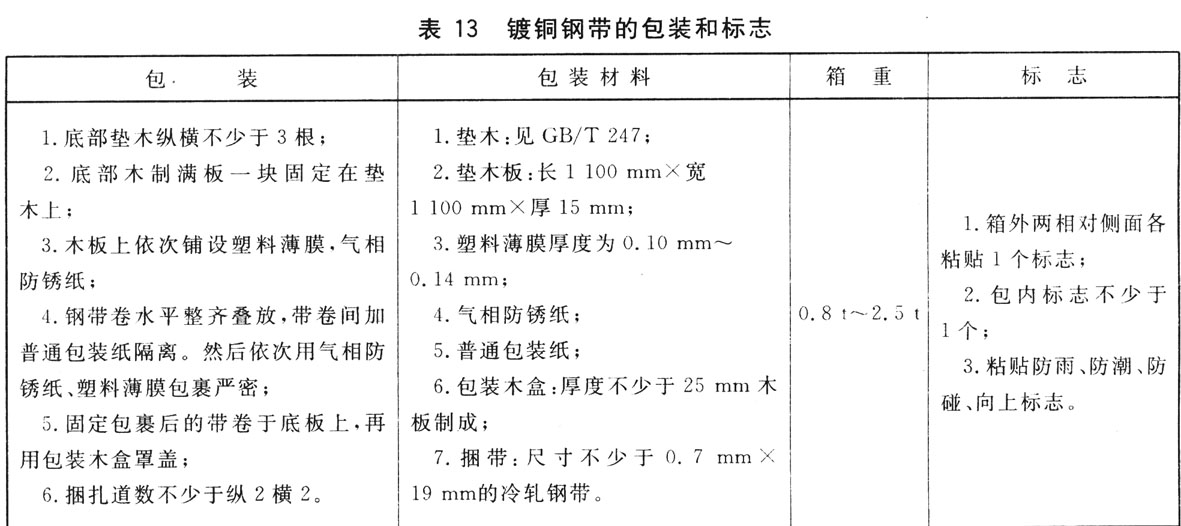
8䓎��İ��b����(bi��o)־���|(zh��)���C����(sh��)
8��1 ��܈䓎��İ��b��(bi��o)־���|(zh��)���C����(sh��)��(y��ng)����GB��T 247��Ҏ(gu��)����
8��2��~䓎��İ��b�͘�(bi��o)־��(y��ng)���ϱ�13��Ҏ(gu��)�����|(zh��)���C����(sh��)��(y��ng)����GB��T 247��Ҏ(gu��)������(j��ng)�p���f(xi��)�̣�Ҳ�ɲ����������b������
�� � A
(Ҏ(gu��)���Ը��)
僌ӵĽY(ji��)�Ϗ�(qi��ng)��ԇ�(y��n)����
A��1 ����ԇ�(y��n)
��ƽ���Q�A�oԇ��Ѹ�����ϡ�����180��(����90��������90��)5�κ����ۻ����4��8���ķŴ��R��(l��i)�^�����ڏ���̎��(n��i)����治��(y��ng)���F(xi��n)僌�����������F(xi��n)����
A��2����������ԇ�(y��n)
��һ�п�ĥ��30o�J�ǵ�Ӳ�|(zh��)䓄��������ɗl�����2 mm��ƽ�о��������r(sh��)��(y��ng)ʩ�����ĉ�����ʹ����һ�ξ��܄���僌��_(d��)��䓎�������ɗl����֮�g��僌����κβ���Ó�x䓎��t�J(r��n)��僌ӵĽY(ji��)�Ϗ�(qi��ng)�Ȳ�����
��ԇ�(y��n)����һ�N����������߅�L(zh��ng)��1 mm�������θ��������ۻ����4��8���ķŴ��R��(l��i)�^����Ӄ�(n��i)僌��Ƿ���Ó�x䓎��ĬF(xi��n)����
A��3���xԇ�(y��n)
��ÿ25 mm���ȵĸ�����ֵ�s��8 N���w�Sճ�z��ճ������~䓎���������һ��(g��)�̶������ĝLͲ�������м�(x��)�L��(d��ng)���Գ�ȥ���еĿ՚�����10 s����һ��(w��n)���Ĵ�ֱ����~䓎������������ճ������~䓎�������z����ȥ����僌ӛ](m��i)�Є��x�F(xi��n)��t����僌ӵĽY(ji��)�Ϗ�(qi��ng)������
�� � B
(�Y���Ը��)
��϶�ʵ�ԇ�(y��n)����
B��1 �N�V����
B��1��1 ԇ�(y��n)��Һ
�����sˮ���ƺ������гɷֵ���Һ��
�F�軯� K3[Fe(CN)6] 10 g��L
�Ȼ��c Nacl 20 g��L
ԇ����(j��)�e ���W(xu��)��
B��1��2ԇ�(y��n)���E
��(y��ng)����ԇ�(y��n)�h(hu��n)�����坍������՚��Џ����F�ۉm��
���Ҵ��������m��(d��ng)?sh��)ij��̈́��ص׳�ȥ���y(c��)��~䓎�����������������sˮϴ��������������僲۵���~䓎����س��͡�
������һ����B(t��i)��(qi��ng)�ȵĞV������B��1��1��Һ��Ȼ��o���N���ڴ��y(c��)��~䓎����������V���͜y(c��)ԇ��֮�g�����S���κ��g϶������20 min��ԇ�(y��n)�^(gu��)���Б�(y��ng)ʹ�V�����֝�(r��n)����
ȡ�V�����^���c僌ӽ��|�ı��档僌�������ͨ�_(d��)䓎����w����L϶�͕�(hu��)���{(l��n)ɫӡ�۳��F(xi��n)��
B��1��3��϶�ʵĜy(c��)��
�����з���(��С��1 cm2)���ЙC(j��)������������ӡ�п�϶���E�ęz�(y��n)�V���ϡ�ӛ䛜y(c��)ԇ��e�Ϳ�϶��(sh��)Ŀ��Ӌ(j��)��V����(ÿƽ�����ׂ�(g��)��(sh��))����Ҫ�r(sh��)��߀��(y��ng)�y(c��)����ӛ�����϶�ijߴ�����(sh��)���͆�λ��e(��1 cm2)��ָ����e��(n��i)����϶��(sh��)������ԇ�(y��n)��(b��o)�����f(shu��)����
B��2 ���n��
B��2��1 ԇ�(y��n)��Һ
�����sˮ���ƺ������гɷֵ���Һ��
�F�軯� K3[Fe(cN)6] 10g��L
�Ȼ��c Nacl 15 g��L
�����z 20 g��L
ԇ����(j��)�e ���W(xu��)��
B��2��2ԇ�(y��n)���E
��B��1��2��Ҫ��̎�����y(c��)��~䓎���Ȼ�����B��2��1��Һ��5 min��ȡ���^�죬僌�������ͨ�_(d��)��~䓎��Ŀ�϶�͕�(hu��)���F(xi��n)�{(l��n)ɫ���c(di��n)��
B��2��3��϶�ʵĜy(c��)��
�м�(x��)�y(c��)�������Һ�еı���e���{(l��n)ɫ���c(di��n)��(sh��)��Ӌ(j��)���϶��(ÿƽ�����ׂ�(g��)��(sh��))����B��1��3�ķ�ʽ̎����
�� � C
(�Y���Ը��)
��~�Ӻ�ȵĜy(c��)�ط�
C��1ԇ�(y��n)��Һ
ԇ�(y��n)��Һ��(y��ng)ԓ�����Ҝ�����ʹ���y(c��)��~䓎�����~����ȫ�ܽ��䓎����治�����g����Һ�����x�����µ�һ�N���܄���ʹ���Б�(y��ng)ע�حh(hu��n)����
1���t�� CrO3 275 g��L
�����@ (NH4)2SO4 110 g��L
ԇ����(j��)�e ���W(xu��)��
2���^(gu��)�����@ (NH4)2S2O8 40 g
��ˮ NH 4 OH 150 mL
���sˮ 310 mL
ԇ����(j��)�e ���W(xu��)��
3���Ȼ��@ NH4C1 70 g
��ˮ NH4 OH 570 mL
ԇ����(j��)�e ���W(xu��)��
C��2ԇ�(y��n)����
���Ҵ��������m��(d��ng)?sh��)ij��̈́��ص׳�ȥ���y(c��)ԇ�ӱ���������������sˮϴ�����ɺ�Q����Ȼ��ԇ�ӵ���~���˳���ϴ�������ٷQ���������µĹ�ʽӋ(j��)����~�ӵ�ƽ����ȣ�

- ��һƪ���C(j��)��䏗l�ø��ٹ���䓟�܈䓎� ��һƪ�����b��䓎�
- [�vӍ]
- �P(gu��n)�I�֣��o(w��)